
The Importance of What’s Not There
Porosity
Porosity is a normal feature of thermal spray processes. There are some special issues with porosity in thermal spray coatings. This article explains how porosity is accounted for in thermal spray applications.
Thermal Spray Knowledge & Education
The Importance of What’s Not There: Porosity
A fabricator new to thermal spray will have to consider something new, porosity. With machining, stamping, forming or joining, porosity is rarely an issue. Welding is the one area a fabricator may have an issue with porosity.
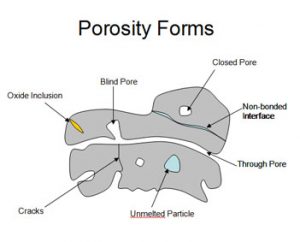
Porosity, also referred to as void fraction, is a measure of the void space (or empty space, i.e. nothing) in a material. It is typically characterized as a percentage, between 0 and 100%, of the volume of voids within the total volume. It can take on a number of forms: open, closed, connected, elongated, etc.
We’re probably all familiar with porosity around the household. The sponge mop head with its open-cell structure, a foam mattress with a closed cell structure, Swiss cheese with its random cells and a roll of bubble-wrap with its layered cells.
Porosity is a normal feature of thermal spray processes. Thermal spray is a very dynamic process, involving thermal, kinetic and chemical processes. There are some special issues with porosity in thermal spray coatings.
To understand the porosity associated with thermal spray processes, consider how the build is made. A coating is developed by the build-up of semi-molten spherical and irregular particles. The build can be considered to follow the same type of dynamics associated with packing of spheres in a volume.
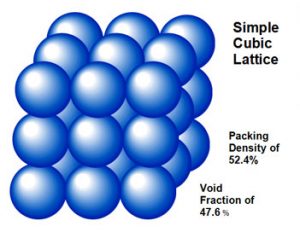
For example, assuming that the powder is spherical, of uniform size and deposited such that a simple cubic lattice is developed, the packing density for this structure is 0.524. The porosity or void fraction is therefore 0.476 or 48%.
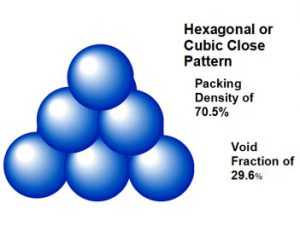
If instead of a simple cubic lattice arrangement, a hexagonal or cubic close pattern is assumed, the calculated packing density is 0.7045, giving a porosity void fraction of 0.2955 or 30%.
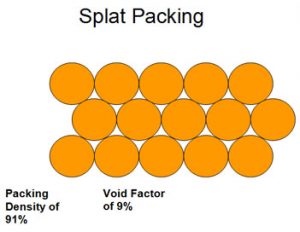
In the study of packing of spheres in a volume, it is possible to calculate the packing density of randomly stacked spheres in a volume. In this case, the packing density is 0.640, giving a void fraction of 0.360 or 36%. (1) Generally, anything done to the coating from this point (non-spherical particles, non-uniform size, particle compression, etc.), reduces the porosity. For example, the porosity of closely packed, circular flat disks is 9%. The upper limit for porosity or void fraction for a thermal spray build is probably around 30%.
There are some other factors regarding the porosity in thermal spray coatings.
First, unlike the porosity in products such as Swiss cheese, which is uniformly distributed throughout, no matter which way you slice it, porosity in a thermally applied coating is layered. It is a lamellar structure. Think of the cross-section of a roll of bubble wrap where you have both closed cells and connected cells. Thermal spray builds layered coatings or structures with semi-molten particles, often trapping air or process gasses between particles into both closed singular cells and connected cells. In addition, the voids can take on a number of forms including cracks.
Second, thermal spray porosity is normally measured using a destructive test. A sample or coupon is prepared using the specified spray parameters and then destroyed in the measurement. Porosity of the end product is normally not determined.
Third, while porosity is a volumetric condition, in thermal spray coatings, it is usually measured as a two-dimensional property (area porosity). In some thermal spray operations, porosity is essential. For example, the hydroxyapatite (HA) coatings used for prosthetic implants depend on the open-pore structure for attachment by bone growth. For a thermal barrier coating (TBC) used in gas turbines, some of the insulating properties are due to the porosity of the coating which runs from 7% to 15%.
On the other hand, porosity can be a problem. TBC porosity can jeopardize the structural integrity of a coating. Corrosion protection coatings can fail if the porosity allows a direct path to the substrate. Highly polished coatings such as the tungsten carbide coating of plungers used in the manufacture of bottles can lead to flaws in the finished product.
Porosity may not be an obvious issue and yet it is still specified and evaluated. Why? Right or wrong, it is one of the most common quantitative parameters used to characterize the microstructure of a thermally sprayed deposit. This is even though “the total porosity of the deposit does not have significant meaning from the viewpoint of quantitative interpretation of deposit properties”. (2)
Essentially, we measure the porosity of a thermally sprayed coating because we can; it provides us a measure of comfort that the coatings are being applied according to the requirements.
The measurement of porosity is easy to understand but difficult to carry out. A number of means are available to measure porosity but the most popular for thermally sprayed coatings is Light Microscope Image Analysis. Besides porosity, this procedure allows for checking the thickness, interfaces, unmelted particles, any detachment and any contamination.
ASTM E2109-01 (2007), “Test Methods for Determining Area Percentage Porosity in Thermal Sprayed Coatings” covers procedures to perform porosity ratings on metallographic specimens. Specimens are prepared in accordance with ASTM E 1920.
While this is an area measurement, it is essentially equal to the porosity of the volume as long as the pores are small and uniformly distributed.
Preparation of the coupon includes sectioning, cleaning, mounting, grinding and polishing prior to microscopic inspection. Care is essential during preparation to avoid adversely influencing the results by smearing of material into voids or detaching singular particles.
Optical Microscopy is a destructive test and is therefore not performed on the end product. The frequency of testing will vary according to the need. In some cases, a single qualifying sample is sufficient. In other cases, a test coupon is sprayed concurrently with each part being coated.
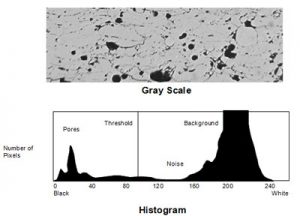
Porosity determination can be by comparison to standard images or by the use of automatic image analysis equipment. One automatic image analysis technique is to first develop a gray scale image of the specimen, generate a gray scale histogram of the image, establish a gray scale threshold and determine the area percentage (percentage of pixels in the image) that is less than that threshold.
What about controlling or adjusting porosity? Both the thermal spray process and the powder morphology can influence the porosity of the final coating structure. For example, the porosity of a coating from powder that is fused and crushed is generally lower than the porosity of a coating from powder that has been agglomerated and sintered. (3) Also, HVOF coatings generally have a porosity that is lower than a coating produced by an electric arc process. (4) For example, a Tungsten/Carbide/Cobalt 83/17 coating with less than 1% porosity was achieved using a Hipojet 2700 air cooled HVOF gun.
Post processing can also reduce coating porosity. In a sintering process, metal or ceramic particles are raised to an elevated temperature where, through diffusion driven by the reduction of surface energy, the pores reduce in size, leading to an overall decrease in porosity.
In summary, porosity is used to characterize and qualify the microstructure of thermally sprayed coatings, it can be controlled and adjusted within some limits, there are difficulties in measuring it but outside lab services are available for determination of the porosity of a coating.
- “A phase diagram for jammed matter”; Song, C. Wang, P. & Makse, H.A., Nature, 29 May 2008
- “Relationships Between the Microstructure and Properties of Thermally Sprayed Deposits”; C. J. Li and A. Ohmori, Journal of Thermal Spray Technology, September 2002
- “Comprehensive microstructural characterization and predictive property modeling of plasma-sprayed zirconia coatings”; A. Kulkarni, et. al., State University of New York at Stony Brook,
- “Characteristics and electrochemical corrosion behavior of thermal sprayed aluminum (TSA) coatings prepared by various wire thermal spray processes“; S. Shrestha and A. Sturgeon, TWI Ltd